For the part to withstand the stress penetration from the loading model, it must be properly carburized and hardened.
LPC/HPGQ process was selected for its cleanliness, low part distortion and widespread use in the industry.
DANTE Vcarb carburization tool utilizes finite difference methods to predict carbon diffusion. this is used to define an LPC schedule based on material and process parameters.
for this process, the LPS model was executed for 4120 steel, with a goal of at least 60 HRC surface hardness, and with an effective case depth of 1.5mm.
The recipe generated from the carburization tool was then used in a finite element model for analysis of the part.
Loading Model
Loading models are an invaluable step to designing part geometry and heat treatment schedules. they ensure the part can perform under loading conditions and help gain an understanding on the depth of critical stress present in service.
the loading model applied a 10kN load ramped over 1 sec. the pad on the bottom is fixed in free space while the pad on the top applies the load on the flank of the gear tooth.
the depth of Max Principal stress (MPa) is recorded and used to design a Low-Pressure Carburizing (LPC) schedule to provide a case depth below the critical loading stress.
From the results of the loading model, the carbon case depth required is 1.5mm in depth. Beyond this depth the magnitude of tensile stress predicted from the loading model drops off significantly.
Thermal & Stress Model
a coupled thermal/stress model was executed in ANSYS, with DANTE, to gain an understanding of the phase fractions, predicted hardness, displacements, and residual stresses present after the heat treatment process.
the carbon profile from the carburization model was imported into the thermal/stress model after the initial heat up and before the quench to simulate direct quench from carburization.
a 6 bar high-pressure gas-quench (HPGQ) was selected for this design iteration, after the initial vacuum carburization.
a temper step was added after initial simulations predicted a surface hardness of 66 HRC for the as-quenched Martensite phase. Using the Heat Treater’s Guide of 225 was selected from the table for 4161, targeting 60 HRC, as this table was the closest carbon level to the .8% predicted in the carburization model.
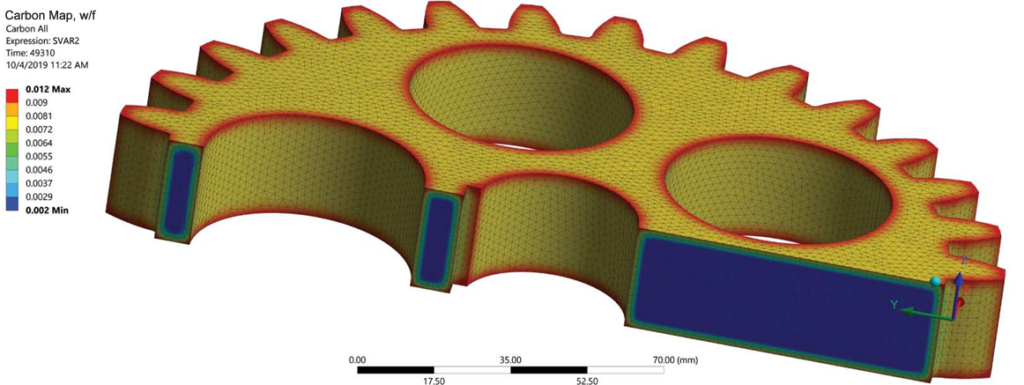
Carburization Model
Using the schedule designed in the carburization tool, a vacuum carburization model was executed in ANSYS on a Symmetric half-gear model.
in order to capture the sharp carbon gradient present in a low-pressure carburization process, a very fine surface layer of wedge elements is required. a suggested first layer size of 50um is used. this layer increases in size slowly as the case reaches the tetrahedral elements in the core.
a path plot along the gear flank agrees with the predicted depth and carbon concentration provided by the carburization tool.
on average, the model predicts the surface of the part contains ~.8% carbon, with larger values in sharp edges as expected with any LPC process.
Analysis & Revision
using the information provided by the models, the heat treatment process can be refined to meet the desired parameters such as hardness, residual stress, and distortion.
the stress model displays slight tri-axial compression on the surface, with tension on the tips of the teeth. to improve the level of surface compression on a different quench rate can be applied.
after temper, the predicted surface hardness of the flank nailed the targeted 60 HRC. a lower tempering temperature may be used in order to refine the desired hardness value based off of experiencing mental measurements.
distortion of the part mainly occurs due to non-uniform cooling during the quench. lower mass regions cool faster than the larger mass regions, creating a non-uniform phase transformation timing in the part. the green shape can be modified to add mass to these regions and can be machined off after heat treatment.
Get hands-on experience with DANTE. Our student and trial license offers full access to heat treatment modeling tools so you can learn, experiment, and explore real-world simulations.