|
Press Quenching of a Bearing Ring
|
Cracking, Press Quench, Bearing Ring, Martensite, and Maximum Principal
|
Watch Animation Video
|
|
Aluminum Aging
|
Aluminum, Aging, Precipitation, Solution treatment, and Quenching
|
Watch Animation Video
|
|
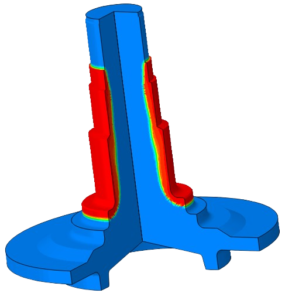
Rotational Induction and Spray Quench
|
Scanning, Induction, Spray Quench, Axial Stress, and Ring
|
Watch Animation Video
|
|
Carbide Formation and Dissolution during LPC
|
Low Pressure, Carburization, LPC, Carbide, Dissolution, Carbon, Boost, and Diffuse
|
Watch Animation Video
|
|
Non-Uniform Cooling During High-Pressure Gas Quench
|
High Pressure Gas Quench, Non-uniform, Phase transformation, and Boundary conditions
|
Watch Animation Video
|
|
Welding Animation
|
Additive Manufacturing, Welding, Phase Transformation, and Wire Arc Additive Manufacturing
|
Watch Animation Video
|
|
Press Quench of a Bevel Gear
|
Press Quench, Phase Transformation, Expander, Die, and Bevel Gear
|
Watch Animation Video
|
|
Bevel Gear Gas Carb Oil Quench
|
Bevel Gear, Gas Carburization, Austenite, von Mises, Distortion, and Phase Transformation
|
Watch Animation Video
|
|
Residual Stress During Loading
|
Residual Stress, Spur Gear, Loading, and Heat Treatment
|
Watch Animation Video
|
|
Dante Abaqus Heat Treatment Simulation: Gas Carburization Model Tutorial
|
Heat Treatment, Modeling, Simulation, Abaqus, Tutorial, and Gas Carburization
|
Watch Animation Video
|
|
Dante Abaqus Heat Treatment Simulation: Thermal Model Tutorial
|
Heat Treatment, Quenching, Modeling, Simulation, Abaqus, Tutorial, and Thermal
|
Watch Animation Video
|
|
Dante Abaqus Heat Treatment Simulation: Stress and Distortion Model Tutorial
|
Heat Treatment, Stress, Distortion, Modeling, Simulation, Abaqus, and Tutorial
|
Watch Animation Video
|
|
Dante Abaqus Heat Treatment Simulation: Press Quench Tutorial Thermal Model
|
Heat Treatment, Press Quench, Modeling, Simulation, Abaqus, and Tutorial
|
Watch Animation Video
|
|
Dante Abaqus Heat Treatment Simulation: Press Quench Tutorial Stress Model
|
Heat Treatment, Press Quench, Stress, Distortion, Modeling, Simulation, Abaqus, and Tutorial
|
Watch Animation Video
|
|
DANTE Webinar - Quench Cracking
|
Cracking, Webinar, Heat Treatment, and Induction
|
Watch Animation Video
|
|
DANTE Webinar - Heat Treatment Process Design and Optimization using HTP Sim
|
Heat Treatment, HTP Sim, Process Design, Process Optimization, Modeling, Simulation, and Webinar
|
Watch Animation Video
|
|
DANTE HTP Simulator Tutorial: 1-D Heat Treatment Modeling of Quench and Temper
|
Heat Treatment, Modeling, HTP Simulator, and Simulation
|
Watch Animation Video
|
|
VCarb Utility Tutorial: Design and Predict Low Pressure Carburizing Schedules
|
Utility, Tutorial, VCarb, LPC, and Low Pressure Carburizing
|
Watch Animation Video
|